1. objective
Liquid penetrant processes are non-destructive testing methods for detecting discontinuities that are open
to surface. They may be effectively used in the inspection of both ferrous and non-ferrous metals and on
non-porous, non-metallic materials, such as ceramics, plastics and glass. Surface discontinuities, such as
cracks, seams, laps, cold shuts and laminations, are indicated by these methods. Flaw detection with the
help of liquid penetrant is being increasingly used in various industries in the country and recommendations
of a general character providing guidance on the applications of these methods are considered necessary.
2. apparatus required

|
Fig. 1: Surface Cleanser, Developer and Penetrant
|
3. reference
IS 3658:1999 Code of Practice for Liquid Penetration Flaw Detection (second revision). Reaffirmed- May 2014.
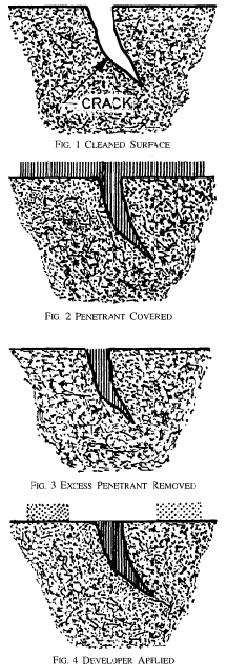
4. Principle of Test
A suitable liquid penetrant is applied to the surface
of the component under examination and is permitted
to remain there for sufficient time to allow the liquid
to penetrant into any defects open at the surface.
After the penetrant time, the excess penetrant, which
remain on the surface, is removed. Then a light
coloured, powder absorbent called a developer is
applied to the surface. This developer acts as a
blotter and draws out a portion of the penetrant which
had previously seeped into the surface openings. As
the penetrant is drawn out, it diffuses into the coating of the developer, forming indications of the surface
discontinuities or flaws (Fig. 2 to 5).
5. Test Procedure
5.1 Surface Preparation
In general satisfactory results can be obtained
when the surface is in the as welded. as rolled, as
cast, or as forged condition but surface preparation
by grinding or machining or other method may be
necessary in some instances when surface irregularities
could otherwise mask indications of unacceptable
discontinuities. Heavy grinding should be avoided
to avoid the masking of fine defects. However, any
mechanical working leaning should be followed by
suitable etching.
The surface to be examined and all adjacent
areas within at least 25 mm should be dry, free from
any dirt, lint, grease, welding flux, weld spatter, oil,
or other extraneous matter that could obscure surface
openings or otherwise interfere with the examination.
The method of cleaning depends on the nature of
the material of the part and contaminants. Typical
cleaning facilities make use of detergents, organic
solvents, descaling solutions, alkali solutions, paints
removers, vapour degreasing, ultrasonic cleaning,
abrasive blasting, etc. Blasting with shots or dull
sand is permissible only when it does not peen over
or fill the voids, as this drastically reduces the accuracy
of the inspection.
It is essential that parts be thoroughly dried after
cleaning so that FO water or solvent remains in or
over the discontinuities, as this will hinder entrance
of the penetrant. Drying may be accomplished by
warming the parts with infrared lamps, drying ovens,
forced air circulation, etc.
5.2 Penetrant
After the part has been thoroughly cleaned, apply the penetrant to the surface to be inspected.
In case of small components, they may be dipped
in a tank of penetrant. Where only a local area of
a component is to be tested, the penetrant may be
applied by a brush or spray. Regardless of how it
is applied, it is important that all surfaces are wet
by the penetrant.
The length of penetration time is critical and
depends upon the type of material being inspected,
type of penetrant, kind and size of defect anticipated
together with the temperature of the penetrant.
In the standard testing temperature range of
15-60°C, and using post emulsified/solvent removable
penetrants, a minimum of 10 minutes shall be allowed
as standard penetration time; and for cracks with
specially narrow widths, twice the time given above
should be allowed.
If water washable penetrants are used, the
penetration time shall be about 1.5 to 2.0 times of
that stated above.
When a high viscosity fluorescent penetrant
is used, the penetration time may be longer than the
normal penetration time. In such a case, time shall
he subject to agreement between the manufacturer
and the purchaser.
An extremely, long penetration time does not
affect the results except to increase the brilliance of
indications slightly and make removal of the excess
penetrant more difficult.
5.3 Rinsing
After allowing for necessary penetrant time,
the surface film of penetrant on the part is removed
by rinsing. The rinsing must be through and complete
so that the penetrant within the discontinuities of the
part alone is intact. Special attention should be given
to drilled holes and threads, which are highly prone
to retain penetrant.
Using water washable penetrant, rinsing should
be done with water spray nozzle. The temperature
maintains pressure of rinsing water should not exceed
43°C and 3 kg/cm’, respectively, otherwise water
may remove some of the penetrant from larger or
shallower discontinuities. The distance between the
nozzle and the part should be not less than 300 mm
and the angle of spray should be 45° to the wash
surface for ideal results. The water droplet from the
nozzle should be spray type rather than pointed.
Using post emulsifying penetrants, an additional step is required. This is the application
of a liquid emulsifier prior to rinsing operation. The
emulsifier may be applied by spraying or dipping.
The emulsifying time is critical and depends on the
type of emulsifier surface roughness and types of
defects sought. It may vary from 10 seconds to 5
minutes. The usual time is 2 to 3 minutes. After
emulsification, the mixture is removed by a water
spray, using the same procedure as for water washable
liquid penetrant.
While using solvent removable penetrants,
care should be taken not to use while excess of the
solvent to avoid removal of penetrants from defects.
On smooth surfaces, it may be possible
sometimes to remove excess penetrant merely by
wiping the surface with clean dry lint free rags.
Using fluorescent type of penetrant, it is
helpful to use portable black light source, while rinsing,
so as to ensure that rinsing operation is complete.
Rest of the procedure is same as outlined for dye
penetrants.
The piece after removal of excess penetrant
should be dried with the help of dry lint free cloth,
by normal evaporation method at ambient temperature
and/or by application of low pressure compressed air
at a temperature not exceeding by 50°C.
5.4 Developing
After washing off the surface penetrant in the
rinsing operation, apply developer to the part to blot
back to the surface any penetrant that may have
penetrated into discontinuities. Developers are either
of dry type or wet type.
Dry developer is a powder and can be applied
by dipping the part in powder chamber, a hand powder
bulb, a tower gun or in a dust storm chamber after
drying the part by warm air or hot air circulation
oven. Oven temperature should not exceed 1 10°C and
the part surface temperature should not exceed 55°C.
Wet developer is a suspension of powder in
water or a volatile solvent. It is applied by dipping
or spraying and should be agitated before use to
ensure uniform dispersal of solid particles in the carrier
fluid. When the developer dries, a film of powder
is left on the surface. Where a water suspension
developer is used, drying time may be decreased by
the use of warm air, or by keeping in hot air oven
as per procedure mentioned above. Thick coatings
and pools of wet developer may result in marking
of indications. and shall be avoided.
Developer, whether dry or wet, shall be applied
as soon as possible after removal of the excess
penetrant.
A developing time should be allowed before
final inspection of the part to allow the developer
to bring back to the surface the penetrant that may
be in discontinuities.
Excessively long developing time of around 10 min
is generally adequate may cause the penetrant in
large deep discontinuities to bleed profusely, making
a broad, smudgy indication and making appraisal of
true size and type of defect difficult. A good practice
is to start observation as soon developer is applied.
6. Inspection
With visible dye penetrants, surface defects are
indicated by bleeding out of penetrant, which is
normally of deep red colour, against white background.
Adequate illumination of 400 to, 800 LUX of white
light (500 LUX can be obtained by 80 watts of day
light fluorescent tube at 1 meter/100 watts tungsten
filament lamp at 0.2 metres distance) should be
provided.
With fluorescent penetrants, inspection is carried
out in a darkened area using high intensity black
light, whereby indications fluorescence brilliantly. A
portable hand lamp should be used over the surface
of large parts. Small parts are conveniently viewed
under a fixed light. Adequate black light for inspection
is obtained by using a 100 watt mercury vapour bulb
of the sealed reflector type and a special filter which
filters out most of visible light. Black light intensity
of 800-l 800 microwatt/cm* as measured by a black
light meter placed in the position of job is adequate.
The operator should allow his eye to become
accustomed to the darkness of the inspection booth
before inspecting the part. Black light (wave length
365 ± 15 mm) is injurious to the skin and eyes and
hence viewing of black light shall be avoided. It
would be further desirable for the operator to wear
protective spectacles when using black light.
Usually a crack or similar opening will show a
line and tight crack or a partially welded lap will
show a broken line. Gross porosity may produce
large indications covering an entire area. Very fine
porosity will be indicated by random dots.
When an indicated pattern has appeared, the
evaluation must be made to ascertain if the pattern
is attributed to the actual flaw or an apparent one.
Depth of surface discontinuities may be correlated
with the richness of colour and speed of bleeding.
Wiping the first layer, of developer and immediately
spraying the second coat may help in judging the
depth of flaw by observing speed and intensity of
second bleeding.
Retest must be done from cleaning stage in case
if any error in procedure was noticed, or when a
difficulty was found to ascertain whether the indicated
pattern is due to actual flaw or an apparent one.
A surface which has been treated with a colour
contrast penetrant shall not subsequently be processed
with any other fluorescent penetrant unless the job
has been thoroughly cleaned, since residuals may
react with fluorescent penetrant resulting in complete
or partial quenching or fluorescence.
The nature, size, type and location of defects
shall be recorded.
Thorough cleaning of test pieces shall be carried out
after inspection to ensure that no corrosive action
takes place, on the same due to penetrant chemicals.
7. Controls
The liquid penetrant system should be periodically
checked to ensure they are efficient, maintained within
prescribed concentration ranges and are free of
excessive muddiness or sedimentation.
The manufacturers of liquid penetrant systems
shall specifying the expiry dates in each case on the
containers of the penetrant cleaner and developer.
The efficiency of dye penetrant may be checked
by the use of specimens known to contain defects
or by means of parts with artificial defects. One
way to prepare test blocks is to take a
75 mm x 50 mm x 12 mm bar of duralumin. The
block is heated to above 525°C over a burner, the
heat being applied to the centre of the block. When
the requisite temperature is reached the block is
immediately quenched in cold water. This causes
cracks to be formed on the block. ‘Repeated heating
on alternate faces and subsequent quenching is needed
to cause cracks’ after the words ‘formed on the block’.
The block is then moderately heated to drive off
water and a cut is made on either face of the block
at the centre with a band saw. While comparing two
penetrants materials or techniques, the slot provides
the means of avoiding intermixing of samples under
test.
The same block or test specimens should not
be used repeatedly because the cracks gradually get
filled up with the developer and it will be difficult
to restore to original condition even with effective
cleaning procedure.
Apart from the comparator block mentioned
above, set of nickel chrome test panel can also be
used. This consists of a set of 3 nickel chrome
panels, namely ‘Coarse’, ‘Medium’, and ‘Fine’ having
surface cracks of varying dimensions. The coarse
test panel is designed for testing of visible dye
penetrants and low performance fluorescent penetrants,
the medium test panel for high performance visible
dye penetrants and for medium performance
fluorescent penetrants while the fine panel is for high
performance fluorescent penetrants.